
|
|
The Cold Drawing Process for Steel
Bars and Wire
-
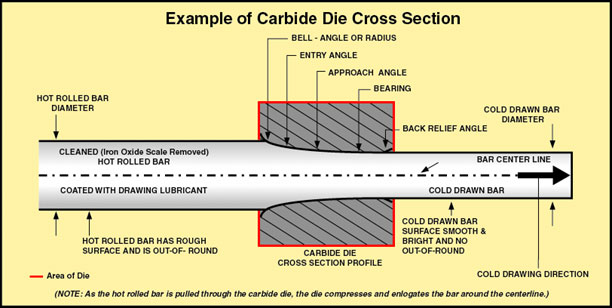
Raw Stock: Hot rolled steel bar or rod coils are used as raw material. Because the hot rolled products are produced at elevated temperatures (1700 - 2200 Deg. F. i.e. hot rolling), they generally have a rough and scaled surface and may also exhibit variations in section and size.
-
Cleaning: Abrasive scale (iron oxide) on the surface of the hot rolled rough stock is removed.
-
Coating: The surface of the bar or coil is coated with a drawing lubricant to aid cold drawing.
-
Pointing: Several inches of the lead ends of the bar or coil are reduced in size by swaging or extruding so that it can pass freely through the drawing die. Note: This is done because the die opening is always smaller than the original bar or coil section size.
-
 Drawing: In this process, the material being drawn is at room temperature (i.e. Cold-Drawn). The pointed/reduced end of the bar or coil, which is smaller than the die opening, is passed through the die where it enters a gripping device of the drawing machine. The drawing machine pulls or draws the remaining unreduced section of the bar or coil through the die. The die reduces the cross section of the original bar or coil, shapes the profile of the product and increases the length of the original product. Drawing: In this process, the material being drawn is at room temperature (i.e. Cold-Drawn). The pointed/reduced end of the bar or coil, which is smaller than the die opening, is passed through the die where it enters a gripping device of the drawing machine. The drawing machine pulls or draws the remaining unreduced section of the bar or coil through the die. The die reduces the cross section of the original bar or coil, shapes the profile of the product and increases the length of the original product.
-
Finished Product: The drawn product, which is referred to as Cold Drawn or Cold Finished, exhibits a bright and/or polished finish, increased mechanical properties, improved machining characteristics and precise and uniform dimensional tolerances.
Click here to view benefits of cold drawing.
|
|
|

